

FERROUS METALS

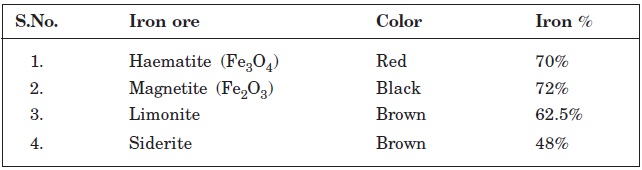
Ferrous metals are iron base metals which include all variety of pig iron, cast iron wrought iron and steels. The ferrous metals are those which have iron as their main constituents. The ferrous metals commonly used in engineering practice are cast iron, wrought iron, steel and alloy steels. The basic principal raw material for all ferrous metals is pig iron which is obtained by smelting iron ore, coke and limestone, in the blast furnace. The principal iron ores with their metallic contents are shown in Table 1.
1 Main Types of Iron
1. Pig iron
2. Cast iron
(A) White cast iron
(B) Gray cast iron
(C) Malleable cast iron
(D) Ductile cast iron
(E) Meehanite cast iron
(F) Alloy cast iron
3. Wrought iron
4. Steel
(A) Plain carbon steels
1. Dead Carbon steels
2. Low Carbon steels
3. Medium Carbon steels
4. High Carbon steels
(B) Alloy steels
1. High speed steel
2. Stainless steel
Some important ferrous metals, their extraction, composition, properties and their common applications are discussed in detail as under.

2 Pig Iron
Pig iron was originated in the early days by reduction or iron ores in blast furnace and when the total output of the blast furnace was sand cast into pigs which is a mass of iron roughly resembling a reclining pig. It is roughly of 20″ × 9″ × 4″ in size. It is produced in a blast furnace and is the first product in the process of converting iron ore into useful ferrous metal.
The iron ore on initial refining and heating in blast furnace becomes pig iron when the impurities are burnt out in a blast furnace. Pig iron acts as the raw material for production of all kinds of cast iron and steel products. It is obtained by smelting (chemical reduction of iron ore in the blast furnace. It is of great importance in the foundry and in steel making processes. It is partly refined in a cupola furnace that produces various grades of cast iron. By puddling processes, wrought iron is produced from pig iron. Steel is produced from pig iron by various steel making processes such as bessemer, open-hearth, oxygen, electric and spray steel making. The charge in the blast furnace for manufacturing pig iron is
(a) Ore Consisting of iron oxide or carbonate associated with earth impurities.
(b) Coke A fuel
(c) Limestone A flux
In addition to iron, pig iron contains various other constituents in varying form of impurity such carbon, silicon, sulphur, manganese and phosphorus etc. It has the following approximate composition which is as given as under.
Carbon — 4 to 4.5%
Phosphorus — 0.1 to 2.0%
Silicon — 0.4 to 2.0%
Sulphur — 0.4 to 1.0%
Manganese — 0.2 to 1.5 %
Iron — Remainder
Carbon exists in iron in free form (graphite) and/or in combined form (cementite and pearlite). Pig iron is classified on the basis of contents of free and combined carbon as follows.
These classifications are also termed as grades.
1. Grey pig iron (Grades 1, 2 and 3)
Grey pig iron contains about 3% carbon in free form (i.e., graphite form) and about 1% carbon in combined form. This is a soft type of pig iron.
2. White pig iron (Grades 4)
White pig iron is hard and strong. It contains almost all of the carbon in the combined form.
3. Mottled pig iron (Grade 5)
This type of pig iron is in between the grey and white variety. It has an average hardness and molted appearance. The free and combined forms of carbon are in almost equal proportion in mottled pig iron.

3 Cast Iron
Cast iron is basically an alloy of iron and carbon and is obtained by re-melting pig iron with
coke, limestone and steel scrap in a furnace known as cupola. The carbon content in cast iron varies from 1.7% to 6.67%. It also contains small amounts of silicon, manganese, phosphorus and sulphur in form of impurities elements.
1 General properties of cast iron
Cast iron is very brittle and weak in tension and therefore it cannot be used for making bolts and machine parts which are liable to tension. Since the cast iron is a brittle material and therefore, it cannot be used in those parts of machines which are subjected to shocks. It has low cost, good casting characteristics, high compressive strength, high wear resistance and excellent machinability. These properties make it a valuable material for engineering purposes. Its tensile strength varies from 100 to 200 MPa, compressive strength from 400 to 1000 MPa and shear strength is 120 MPa. The compressive strength of cast iron is much greater than the tensile strength. The carbon in cast iron is present either of the following two forms:
1. Free carbon or graphite.
2. Combined carbon or cementite.
The cast iron is classified into seven major kinds as follows:
(a) Grey cast iron,
(b) White cast iron,
(c) Mottled cast iron
(d) Malleable cast iron,
(e) Nodular cast iron,
(f) Meehanite cast iron.
(g) Alloy cast iron and The chemical composition,
extraction, properties and general applications of these types of cast iron are discussed as under.
2 Grey cast iron
Grey cast iron is grey in color which is due to the carbon being principally in the form of graphite (C in free form in iron). It contains:
C = 2.5 to 3.8%.
Si = 1.1 to 2.8 %
Mn = 0.4 to 1.0%
P = less than 0.15%
S = less than 0.1%
Fe = Remaining
It is produced in cupola furnace by refining or pig iron.
Properties
(i) When fractured it gives grey color.
(ii) It can be easily cast.
(iii) It is marked by presence of flakes of graphite in a matrix of ferrite and pearlite or austenite; graphite flakes occupy 10% of metal volume.
(iv) It can be easily machined and possesses machinability better than steel.
(v) It possesses lowest melting of ferrous alloys.
(vi) It possesses high vibration damping capacity.
(vii) It has high resistance to wear.
(viii) It possesses high fluidity and hence can be cast into complex shapes and thin sections.
(ix) It possesses high compressive strength.
(x) It has a low tensile strength.
(xi) It has very low ductility and low impact strength as compared with steel.
Applications
The grey iron castings are mainly used for machine tool bodies, automotive cylinder blocks, pipes and pipe fittings and agricultural implements. The other applications involved are
(i) Machine tool structures such as bed, frames, column etc.
(ii) Household appliances etc.
(iii) Gas or water pipes for under ground purposes.
(iv) Man holes covers.
(v) Piston rings.
(vi) Rolling mill and general machinery parts.
(vii) Cylinder blocks and heads for I.C. engines.
(viii) Frames of electric motor.
(ix) Ingot mould. And
(x) General machinery parts.
(xi) Sanitary wares.
(xii) Tunnel segment.
3 White cast iron
The white color is due to the fact that the carbon is this iron is in combined form as iron carbide which is commonly specified as cementite. It is the hardest constituent of iron. It is produced in cupola furnace by refining or pig iron. The white cast iron may be produced by casting against metal chills or by regulating analysis. The chills are used when a hard and wear resistance surface is desired for products such as for wheels, rolls crushing jaw, crusher plates. The chemical composition of white cast iron is given as under.
C = 3.2 to 3.6%
Si = 0.4 to 1.1 %
Mg = 0.1 to 0.4%
P = less than 0.3%
S = less than 0.2%
Fe = Remaining
Properties
(i) Its name is due to the fact that its freshly broken surface shows a bright white fracture.
(ii) It is very hard due to carbon chemically bonded with iron as iron carbide (Fe3C), which is brittle also.
(iii) It possesses excellent abrasive wear resistance.
(iv) Since it is extremely hard, therefore it is very difficult to machine.
(v) Its solidification range is 2650-2065°F.
(vi) Shrinkage is 1/8 inch per foot.
(vii) The white cast iron has a high tensile strength and a low compressive strength.
Applications
(i) For producing malleable iron castings.
(ii) For manufacturing those component or parts which require a hard, and abrasion resistant surface such as rim of car.
(iii) Railway brake blocks.
4 Ductile cast iron
When small quantities of magnesium or cerium is added to cast iron, then graphite content is converted into nodular or spheroidal form and it is well dispersed throughout the material. The resulting structure possesses properties more like cast steel than like the other grades of cast iron. A typical structure of spheroidal cast iron. Graphite is in spheroidal form instead of in flaky form. Its structure may be modified by alloys or heat treatment, as in steel to produce austenite, acicular, martensite, pearlite, and ferrite structure.
Compositions of ductile cast iron are as follows:
Carbon = 3.2 to 4.2%
Silicon = 1.0 to 4.0 %
Magnesium = 0.1 to 0.8%
Nickel = 0.0 to 3.5%
Manganese = 0.5 to 0.1%
Iron = Remaining
Silicon is also used as an alloying element since it has no effect on size and distribution of carbon content. The magnesium controls the formation of graphite. But it has little influence on the matrix structure. Nickel and manganese impart strength and ductility. Ductile cast iron has high fluidity, excellent castability, strength, high toughness, excellent wear resistance, pressure tightness, weldability and higher machinability in comparison to grey cast iron.
5 Malleable cast iron
The ordinary cast iron is very hard and brittle. Malleable cast iron is unsuitable for articles which are thin, light and subjected to shock. It can be flattened under pressure by forging and rolling. It is an alloy in which all combined carbon changed to free form by suitable heat treatment. Graphite originally present in iron in the form of flakes which is the source of weakness and brittleness. Carbon in this cast iron is dispersed as tiny specks instead of being flaky or in combined form. The tiny specks have not such weakening effect and casting would not break when dropped. The tensile strength of this cast iron is usually higher than that of grey cast iron. It has excellent machining quality and is used for making machine parts for which the steel forging and in which the metal should have a fair degree of machining accuracy e.g., hubs of wagon, heels small fittings for railway rolling brake supports, parts of agricultural machinery, pipe fittings, hinges, locks etc.
It can be obtained by annealing the castings. The cast iron castings are packed in an oxidizing material such as iron ore or in an inert material such as ground fire clay depends upon the process used either white heart or black heart. The packed casting is put into an oven and is heated around 900°C temperature and is kept at that temperature for about two days and it is then allowed to cool slowly in the furnace itself. Iron ore acting as an oxidizing agent reacts with C and CO2 escape. Thus annealed cast product is free from carbon. If the castings are packed in an inert material then slow cooling will separate out the combined carbon to temper carbon. To produce malleable casting, first casting is produced which has all combined carbon. The produced castings are then heat-treated in a special manner according to white heart method or black heart method.
White heart malleable iron casting
The castings taken out of the mould are put into a drum having sand and powdered slag.
The drum is then closed and kept in the air furnace and it is raised to highly temperature slowly. The temperature is raised to 920°C in two days time, kept at this temperature for nearly up to 50 to 80 hours then the drum is allowed to cool in the furnace (generally air furnaces) at the rate 5 to 10°C per hour till it reaches to room temperature. The whole cycle takes about one weak. During this treatment combined carbon separates out and all the carbon does not change into graphite state but change in other form of free carbon called tempered carbon.
Fe3C ——→ 3Fe + C
This makes the casting less brittle and malleable. The fracture portion of such a casting is dark grey or black in appearance. These castings are specially used in automobile industries.
Black heart malleable iron casting
The castings packed in a drum of oxidizing media which is generally powdered iron ore or powered scale (film of Fe3O4 on surface). This close drum is kept in the furnace and heated to 900°C. It is then maintained at this temperature to nearly 40 to 70 hours and allowed to cool slowly in a furnace itself. The castings become malleable like white heart cast iron. The percentage of carbon and silicon should be so selected that it can promote the development of free carbon when these castings are annealed.
Properties
1. Malleable cast iron is like steel than cast iron.
2. It is costly than grey cast iron and cheaper than softer steel.
Applications
Malleable cast iron are generally used to form automobile parts, agriculture implementation, hinges, door keys, spanners mountings of all sorts, seat wheels, cranks, levers thin, waned components of sewing machines and textiles machine parts.
6 Meehanite cast iron
Meehanite cast iron is an inoculated iron of a specially made white cast iron. The composition of this cast iron is graphitized in the ladle with calcium silicide. There are various types of meehanite cast iron namely heat resisting, wear resisting and corrosion resisting kind. These materials have high strength, toughness, ductility and good machinability. It is highly useful for making castings requiring high temperature applications.
7 Alloy cast iron
The cast irons as discussed above contain small percentages of other constituents like silicon, manganese, sulphur and phosphorus. These cast irons may be called as plain cast irons. The alloy cast iron is produced by adding alloying elements like nickel, chromium, molybdenum, copper and manganese in sufficient quantities in the molten metal collected in ladles from cupola furnace. These alloying elements give more strength and result in improvement of properties. The alloy cast iron has special properties like increased strength, high wear resistance, corrosion resistance or heat resistance. The alloy cast irons are extensively used for automobile parts like cylinders, pistons, piston rings, crank cases, brake drums, parts of .crushing and grinding machinery etc.
8 Effect of impurities on cast iron
The cast iron contains small percentages of carbon, silicon, sulphur, manganese and phosphorus. The affect of these impurities on the cast iron are as follows:
(1) Carbon. Carbon is one of the important elements in cast iron. It reduces melting point of iron. Pure iron has a melting point of about 1500°C but iron with 3.50% C has melting point of about 1350°C. When carbon is in free form i.e. as graphite form, the resulting cast iron is known grey cast iron. On the other hand, when the iron and carbon are chemically combined form of cementite, the cast iron will be hard and known as white cast iron.
(2) Silicon. Presence of silicon in cast iron promotes the decomposition of cementite into graphite. It also helps to reduce the shrinkage in cast iron when carbon is changed to graphite forms.
(3) Sulphur. It makes the cast iron hard and brittle. Since too much sulphur gives unsound casting, therefore, it should be kept below 0.1% for most casting purposes. It is often responsible for creating troubles to foundry men. It will make cast iron hard thereby counteracting the softening influences of silicon. It decreases strength and increases brittleness. It also promotes oxidation of cast iron. Hence, it is kept as low as possible in cast iron.
(4) Manganese. It makes cast iron white and hard. It is often kept below 0.75%. It helps to exert a controlling influence over the harmful effect of sulphur. It reduces the harmful effects of the sulphur by forming the manganese sulphide which is not soluble in cast iron.
(5) Phosphorus. It increases fusibility and fluidity in cast iron but induces brittleness. It is rarely allowed to exceed 1 %. Phosphorus in irons is useful for casting of intricate shapes and for producing very cheap and light engineering castings. Phosphorus has no effect on the carbon as well as on shrinkage in the cast iron.
4 Wrought Iron
Wrought iron is the assumed approximately as purest iron which possesses at least 99.5% iron. It contains a large number of minute threads of slag lying parallel to each other, thereby giving the metal a fibrous appearance when broken. It is said as a mechanical mixture of very pure iron and a silicate slag. It can also be said as a ferrous material, aggregated from a solidifying mass of pasty particles of highly refined metallic iron with which a minutely and uniformly distributed quantity of slag is incorporated without subsequent fusion. This iron is produced from pig iron by re-melting it in the puddling furnace or air furnace or reverberatory furnace. The molten metal free from impurities is removed from the furnace as a pasty mass of iron and slag. The balls of this pasty mass, each about 45 to 65 kg in weight, are formed. These balls are then mechanically worked to squeeze out the slag and to form it into some commercial shape. This iron contains practically no carbon and therefore can not be hardened.
Chemical Composition
A chemical composition range of typical wrought iron includes:
C = 0.02 – 0.03% P = 0.05 – 0.25% Si = 0.02 – 0.10%
S = 0.008 – 0.02% Mn = 0.0 – 0.02% Slag = 0.05 – 1.5%
Fe = remainder
Properties
The wrought iron can be easily shaped by hammering, pressing, forging, etc. It is never cast and it can be easily bent when cold. It is tough and it has high ductility and plasticity with which it can be forged and welded easily. Its ultimate strength can be increased considerably by cold working followed by a period of aging. It possesses a high resistance towards corrosion. It can accommodate sudden and excessive shocks loads without permanent injury. It has a high resistance towards fatigue. Its ultimate tensile strength is 2,500 kg/cm2 to 5,000 kg/cm2 and the ultimate compressive strength is 3,000 kg/cm2. It can be elongated considerably by cold working. It has high electrical conductivity. The melting point of wrought iron is about 1530°C. It has elongation 20% in 200 mm in longitudinal direction and 2–5 % in transverse direction. Its poison’s ratio is 0.30. It can be easily formed when cold, without the outer side cracking at the formed portion.
Applications
It is used for making chains, crane hooks, railway couplings, and water and steam pipes. It has application in the form of plates, sheets, bars, structural works, forging blooms and billets, rivets, and a wide range of tubular products including pipe, tubing and casing, electrical conduit, cold drawn tubing, nipples and welding fittings, bridge railings, blast plates, drainage lines and troughs, sewer outfall lines, weir plates, sludge tanks and lines, condenser tubes, unfired heat exchangers, acid and alkali process lines, skimmer bars, diesel exhaust and air brake piping, gas collection hoods, coal equipment, cooling tower and spray pond piping.
5 Steels
Steel is an alloy of iron and carbon with carbon content maximum up to 1.7%. The carbon occurs in the form of iron carbide, because of its ability to increase the hardness and strength of the steel. The effect of carbon on properties of steel is given in Fig. 4.3. Other elements e.g. silicon, sulphur, phosphorus and manganese are also present to greater or lesser amount to import certain desired properties to it. Most of the steel produced now-a-days is plain carbon steel. Carbon steel has its properties mainly due to carbon content and does not contain more than 0.5% of silicon and 1.5% of manganese.
Reference Introduction to basic Manufacturing Processes and Workshop Technology by Rajender Singh.
For engineering project visit this page regularly for know more things related project ideas. Click here to see Ideas of Projects.










{kind=link}